現在、世界からも大注目の日本酒。この記事では、日本酒に興味を持ち始めた方のために「日本酒ってどうやってつくるの?」という疑問にお答えします。
日本酒の製造工程は多いですが、丁寧にわかりやすく説明します。ひとつひとつの醸造法を頭の片隅に入れておくだけで、美味しい日本酒が選べるようになるんです。
日本酒は、弥生時代から作られてきた大変歴史のある飲み物で蔵元の技術と自然の力がたくさん働いている不思議で魅力的なお酒。日本人なら、世界に誇れる日本酒について知っておきましょう。
記事を読み終える頃には、もっと色んな日本酒を飲み比べたくなりますよ。
目次
日本酒の製造工程
まずは精米からお米を蒸すまで。ここまでは普段食べる白米の工程と同じです。その蒸したお米に、麹菌をふりかけて発酵。日本酒の基(もと)となる、酒母や醪を作ります。ここでは、微生物や発酵のパワーが存分に発揮されます。
その後、醪を搾って出てきた液体が日本酒になります。それから、沈殿物を取り除いたり、加熱殺菌、割水などをして仕上げていきます。
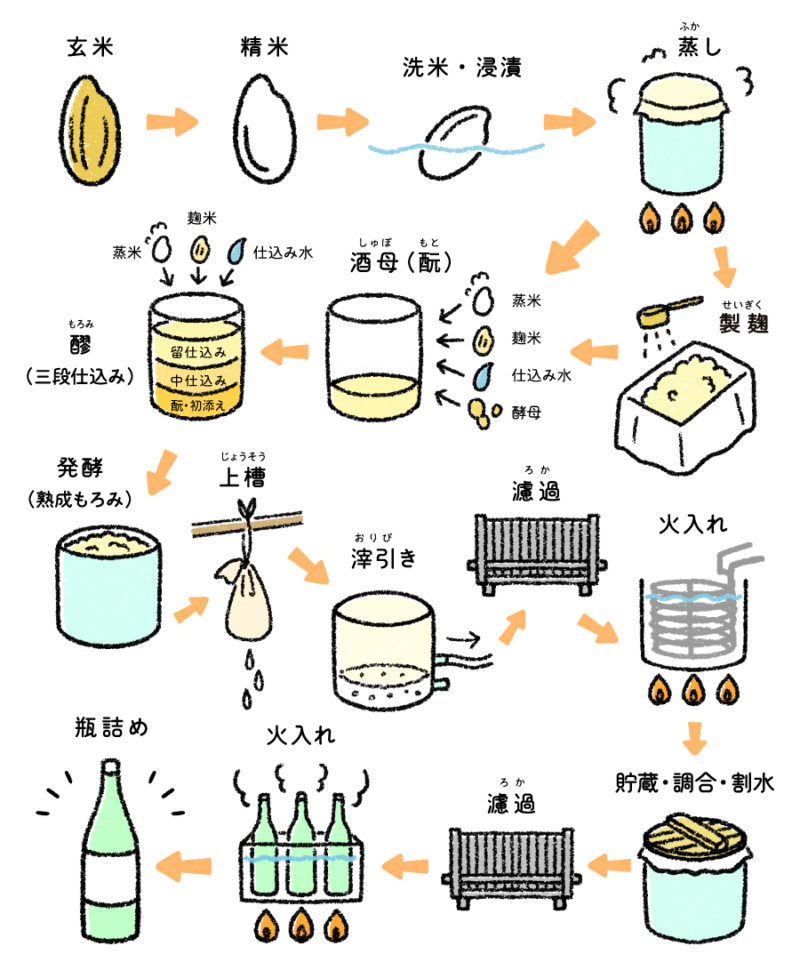
それでは、イラストと同じ順番で詳しく説明していきますね。
玄米・精米
普段皆さんが食べる白米と同じで、日本酒も玄米のままでは造れません。精米という作業が必要です。
茶色がかった玄米の状態からキレイな白米にし、更にお米を磨くことで、雑味のないキレイな日本酒を作ることができます。また、「どれだけお米を磨くか(削るか)」によって味わいも大きく変化します。
その削る工程は、日本酒を選ぶ際にも重要な「精米歩合」になります。精米歩合に関してもここで説明します。
玄米から精米の工程
「精米」という言葉の意味は、簡単に言うと以下の目的があります。
- 玄米を磨いて、お米をキレイな白米の状態にすること
- お米を磨いて調整し、作りたい日本酒の味にすること

ちなみに「玄米」は、糠(ぬか)などが付着している薄茶色をした状態。その薄茶色の玄米から糠などを取り除いて精米すると、白くてキレイな白米の状態に変身します。それを、更に精米していくことが、日本酒造りにとって重要な工程。
白米の表面には、タンパク質や脂肪、カルシウムや鉄、ミネラル、ビタミン等が付着しています。一見、栄養豊富でいいじゃん!と思いがちですが、これらの成分が多すぎると美味しい日本酒ができないんです。
ですから、日本酒においての精米の目的は、「お米の表面を磨いて、できあがりが美味しくなるように調節する」ことになります。普段食べる白米よりも高精米にすることで、おいしい日本酒ができるんですね。
精米歩合とは
日本酒のラベルに「精米歩合〇%」と書いてあるのを見たことがありませんか?日本酒には特定名称酒というカテゴリーあり精米歩合と深く関係があります。
「精米歩合」とは、正式には「白米の、その玄米に対する重量の割合」なんですが、正直よく分かりませんよね。
簡単に言うと、「お米をどれだけ磨いているか(削っているか)を表す言葉」です。
では、「精米歩合60%」の日本酒は、一粒のお米を何%削っているでしょう?
①60% ②40%
正解は②。お米の表層から「40%削った」ということ。「60%削った」のは間違いです。
精米歩合60%は、残っているお米の部分が60%あることになります。
高級なイメージの大吟醸や純米大吟醸は、精米歩合50%以下。たくさん時間と労力をかけて精米したということで、酒質も良く、価格も少し高くなります。
最近は、精米歩合1%など一桁台の日本酒を造る蔵も存在します。米を傷つけずにそこまで高精米できるのは、すごい技術なんですよ。
精米について
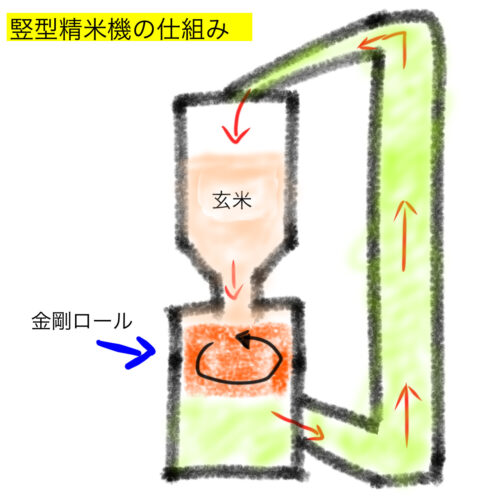
現在、精米をするのに使用されるのは、一般的に「竪型精米機」です。米の外層から低圧力で削り取ってくれる仕組みになっています。
精米機の中には、「金剛ロール」と呼ばれる研磨剤を固めたロール状の砥石が内蔵されたものがあります。この金剛ロールの形や粗さ、回転数などが重要なんです。
精米は、ただ精米すればいいだけでなく、今後の工程でお米が割れないように丁寧に精米することが求められます。
ちなみに、玄米600㎏を精米歩合70%まで削るには10時間。さらに、精米歩合50%まで削るには、50時間もかかると言われています。
精米の大変さや、重要性が少しわかってもらえたでしょうか?精米は、お米本来の特徴を引き出すと共に、今後の製造工程の良し悪しに関わってくる重要な工程です。
洗米・浸漬・蒸米
洗米から蒸米までの工程は、言葉自体は難しくないので想像がつくのではないでしょうか?
お米を洗って、浸して、蒸す。
まとめると簡単ですが、これは次の「麹」を作る重要な作業のための下準備。ここでのポイントは、「お米が水分を吸うこと」。
洗米の時点で水分を吸ったお米は、浸漬、蒸米という工程を経て更に水分量が変化します。ここで、お米の内部で変化が起こっているんです。
詳しく見ていきましょう。
洗米の工程

洗米の目的は、精米で取れなかった糠などを落とすため。「洗米装置」という機械の力を借りて、お米をキレイにしていきます。
大量生産する日本酒の場合、精米したお米と水がパイプを通って装置へと運ばれます。そして洗米され、最後はキレイになった濡れた状態のお米が出てきて完了します。
なんとなく洗濯機のようなイメージに近いですね。
浸漬の工程

洗米が終わったら、お米に水を吸わせる「浸漬」という作業に入ります。炊飯器でご飯を炊くときも、お米に水を吸わせるのが美味しく炊けるコツといいますよね。
日本酒造りの場合、この浸漬においての「白米吸水率」がとても重要になってきます。「白米吸水率」とは、その名の通り、お米が吸った水の量をパーセントで表したもの。
洗米によってお米が吸った水分が多すぎると、柔らかいお米になり、麹造りがうまくいかなくなります。後にご説明する麹造りは、日本酒造りにとって要となる作業。白米吸水率を考え、一定時間浸漬させます。
こうしてひとつひとつの工程が次に繋がり、各工程で良い働きができるように調整していくのです。
蒸米の工程

浸漬した翌朝、お米を蒸す「蒸米」の作業に入ります。
蒸米の目的は、後に説明する「麹菌」のはたらきを良くするため。お米を蒸すと、でんぷんがアルファ化(糊状になって粘り気が出る)。
浸漬しただけのお米の状態では、日本酒の麹の「酵素」がやる気を出さず働きません。「酵素」とは、様々な栄養素を分解してアミノ酸を作り出す物質です。アミノ酸は日本酒の旨みそのもの。
そんな日本酒の味わいにも関わる酵素には、これからの工程でしっかり働いてもらいたいのです。そのため、蒸米の工程で更にアルファ化することによって、酵素が働いてくれる環境を作ってあげている、ということになります。
蒸米は約1時間程度行われ、そのあと適温まで冷却します。
甑について

蒸米には主に「甑(こしき)」と言われる和釜を使います。
五右衛門風呂のような形で、金属製の釜の上に「甑」と呼ばれる木製または金属製の容器が置かれます。その甑の中で、浸漬後のお米が蒸される、といった形です。
今では、このような和釜を持っていても、ボイラーから金属製の甑に直接蒸気を吹き込むのが主流となっています。また、連続蒸米機を使う場合もあります。
こちらが冷却機と連結されているのが特徴で、蒸米を取り出すことなく次の冷却作業に移れるのがメリット。甑と比べ、約10分程作業の効率化ができます。
製麹
「製麹」は、日本造りにおいて必須である「麹」を作る作業。アツアツの蒸米をサウナのような部屋に運び、麹菌をふりかけます。静かに麹菌をふりかけている作業はどこか神秘的。その後製麹は3日間にわたり、麹の温度に気を付けながら丁寧に作業されます。
1日ごとの詳しい工程を後で見ていきましょう。
その前に、「麹」って何なのでしょう?
日本酒造りにおいての「麹」とは、「蒸米に麹菌と呼ばれるカビを生やしたもの」。このカビは人間にとってメリットのある良いカビです。
納豆菌や乳酸菌と同じように、私たちの体にとって有益に働いてくれる微生物です。麹には肌を白くする美容効果があるのは有名ですね。
そして日本酒造りにおいて重要なのが、「麹には米に含まれるデンプンを糖に変える働きがある」ということです。
今度はその糖を、「酵母」という微生物が食べるとアルコールが作られます。このように微生物の力をたくさん借りて日本酒は造られます。
製麹の工程
麹を作る製麹は3日間かけて「麹室」と呼ばれる暑い部屋の中で行われる作業で整理すると下記のようになります。
- 「引き込み」で蒸米を麹室に運び広げ、麹菌をふりかけます。
- 「床もみ」では麹菌がいきわたるようにお米を混ぜ、この時点で蒸米は「麹」に。
- 「切り返し」でくっついた麹をバラバラにします。
- 「盛り」で箱に麹を敷き詰めます。
- 「中仕事」・「仕舞仕事」では、層になっている麹を混ぜて温度調整。
- 「出麹」は、麹を麹室から出す工程となります。
引き込み

「引き込み」とは、蒸米を麹室の中に運ぶこと。
麹室の中にある、大きなテーブル「床」に布を敷き、人肌程度まで冷めた蒸米を運びます。そして、蔵人さん達が急いでその蒸米を平たく広げ、適度な温度へと導いていくのです。
この時に麹室に運んだ蒸米は36℃強。サウナのような麹室の中で、蔵人さん達は美味しい日本酒を作るために汗をかきあがらお米を扱うのです。
ここで、大切な「麹」を作るための麹菌を蒸米に振りかけます。

床もみ
「床もみ」は、蒸米の一粒一粒に、均等に麹菌がつくように蔵人たちお米を混ぜること。
その後、混ぜたお米を布で包み、積み上げていきます。マットレスを積み上げたようになっているのが、「床もみ」と呼ばれる所以。蒸米を布で包むのは乾燥を防ぎ湿度を高めるため。
梅雨のジメジメした時期に、カビ菌が生えやすいのを想像してみて下さい。カビ菌は人間にとっては害ですが、麹菌は美味しい日本酒を作ってくれる良い菌なのです。
切り返し

製麹2日目の朝、麹同士はくっついた状態です。これを切り離す作業が「切り返し」。
蔵によっては「切り返し機」という機械に入れて、麹の粒をバラバラにします。日本酒によりますが、この時、麹菌の一部が点のように目に見えることがあります。
盛り
すぐに「盛り」という、箱に麹を盛る作業に移ります。
この時作業をする「麹室」と呼ばれる部屋は、32℃前後。夏のような気温ですが、さらに40~43℃ほどまで上がります。これは、麹菌に酵素をたくさん作ってもらうための気温設定。
麹菌は暖かい場所で元気になりますが、45℃に到達すると生育がストップしてしまうため、計算された温度設定なのです。
この中で蒸したお米を素手で扱うのは、かなりの重労働ですね。
中仕事
午後すぐに行うのが「中仕事」。
先ほどの「盛り」で片側に寄せていた麹の層を広げる作業をします。これは、麹の温度のムラをなくすため。
この時点での麹の温度は33~35℃になっています。
仕舞仕事
「中仕事」と同様に麹の層を広げます。違うのは、その作業をする目的。
「中仕事」では温度のムラを無くすため。「仕舞仕事」は、熱を逃がす工夫をするためになります。
蒸米が入った麹室の中はどんどん熱がこもるので、45℃に達してしまわないようこの作業をします。こうして仕舞仕事から数時間経つと、麹は40~43℃になって一定。
「盛り」の工程で説明した通り、麹菌から酵素がたくさん作られていきます。
出麹

製麹から3日目、いよいよ麹を麹室から出す「出麹」を行います。
出麹をする際には最終チェックが行われ、甘みや、麹を割って酵素が得られているかどうかを確認。この酵素は、ブドウ糖を生成する「グルコアミラーゼ」という名前で、後にアルコールを生成するための重要な酵素です。
確認ができたら晴れて出麹。その後は、麹が塊にならないよう広げて乾燥します。出麹のあとすぐに醪へ投入することもあります。
酒母
「酒母」とは、蒸米、麹、水、酵母を混ぜて酵母の力で糖化・発酵させたもの。
酒母を作る目的は、元気な「酵母(アルコールを生み出す微生物)」をたくさん作るため。また、次の工程で出てくる「醪」を酸性に保つために、乳酸を適度に含むことが必要です。
乳酸を含むので、酒母には強い酸味や苦みがあり、アルコール度数は10~12%。最終的には醪と混ぜ、心地よい酸味や旨みを伴った苦み、適度なアルコール度数になるよう調整されます。
酒母づくりの工程

酒母づくりは通常、2週間程度かけて行われます。
「酒母」の材料は蒸米・麹・水・酵母になります。
酒母づくりをする目的は、アルコールを生み出してくれる微生物の「酵母」を増やすため。酒母づくり1日目に、「清酒酵母」という日本酒造り専用の酵母を投入、その後数日間にわたり温度調節をしていきます。
そして、酒母づくり10~13日目には酵母の数が最高になり、14日目には「酒母の枯らし」という作業が行われます。
枯らしは、7℃くらいで酵母の増殖を大人しくさせる作業です。こちらを7日以内で仕上げ、酒母のできあがりとなります。
清酒酵母から純粋に、そしてたくさん培養した酒母が出来ています。
酒母づくりには、生酛系酒母と速醸系酒母があります。詳しい内容の記事はコチラにありますのでご一緒にご覧ください。
醪(もろみ)
長かった日本酒造りも少しゴールに近づいてきました。
「醪」は、酒母、水、麹、蒸米をタンクで発酵させて、お粥のようにしたもの。この醪を搾って出た液体が日本酒となります。
ここまでの工程で丁寧に蒸米、麹、酒母を作ってきて、それらが一緒になり美味しい日本酒ができあがります。
3段仕込みの工程
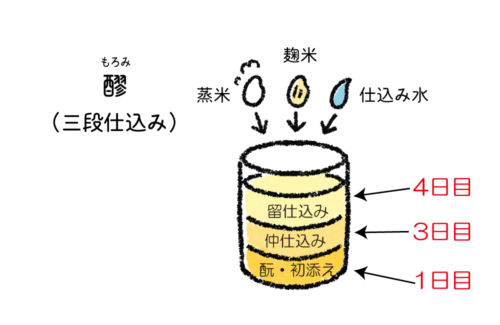
「3段仕込み」とは、4日間かけて、蒸米、麹、水を3回に分け、徐々にその量を増やして仕込む方法です。
なぜこんな仕込み方をするのか?
それは、酵母を守るために雑菌が入り込むのを防ぎたいから。
日本酒造りは「開放発酵」と言って、桶やタンクを完全密封しません。自然の中にいる微生物など雑菌が入ると醪を腐敗させてしまう恐れがあります。
そこで雑菌を防ぐために一定の酸が必要になります。酒母にある乳酸が急激に薄まらないように3回に分けて仕込みをすると、微生物の入り込む隙間が無くなりますよね。
それでは、4日間にわたる各工程を見ていきましょう。
初添え(添え仕込み)
1日目の工程を「初添え」といい、大きなタンクの中に、酒母(酛)、水、麹、蒸米を入れて仕込みをします。この時の温度は、酵母の増殖を促すために高めに設定。
仕込み後10~12時間が経過すると、蒸米や麹が盛り上がって固いリゾットのように見えます。この時、タンクの底には液体がたまった状態です。
踊り
2日目の「踊り」では人間の作業は休止、ただタンクの中では微生物が働いています。
酵母が充分に増えるのを待っている状態です。
仲添え(仲仕込み)
3日目「仲添え」では、水、麹、蒸米を再び投入。
初添えの頃と同じように、タンクの底には液体がたまります。この液体と、盛りがった麹部分を混ぜて均一にする作業が重労働。
2m近くなった米の層の中に、「櫂」と呼ばれるT字型の木の棒を突っ込み混ぜます。かなりの力仕事ですね。
留添え(留仕込み)
4日目の「留添え」で、更に水、麹、蒸米を投入し、仕込みは終了。
この最後の工程が、実質「醪が生まれた第1日目」となります。あとは、20~30日程度発酵を進ませ醪を完成させます。
この頃は、蔵がアルコールの良い香りで包まれるようになります。
発酵

留添えの工程が終わると、醪は糖化、発酵が進んでタンクの中では「並行複発酵」が進みます。上の画像のように、泡がブクブクと発生し発酵が進んでいることがわかりますね。
使用する酒米によって差はありますが、本醸造酒で約20~25日、吟醸酒は約4~5週間かけてじっくりと醪を完成させます。作りたい酒質に合わせて醪の温度を調節していくのです。
発酵で発せられる熱によって醪の温度は徐々に上がるため、温度管理は欠かせません。蔵人たちは毎日タンクの中の様子や温度を見て、「櫂」と呼ばれるT字型の木の棒で混ぜつつ調節していきます。また、画像のようにシルバーの筒の中に水を通して温度管理をします。
並行複発酵の工程

他のお酒にはない日本酒造り特有の発酵の仕方、「並行複発酵」。「糖化」と「発酵」を同時に行っているということです。この画像は、発酵のピークがすぎ、終了に近い状態です。
「糖化」は、麹がお米のでんぷんをブドウ糖へ変える働きをすること。
「発酵」は、酵母がブドウ糖を食べてアルコールと二酸化炭素(炭酸ガス)を生み出すことです。
酵母はお米のでんぷんをそのまま食べることができない微生物なので、麹がそれを食べやすいようにしてくれているのです。
並行複発酵以外に、単発酵、単行複発酵で作るお酒もあるので、くわしく知りたい方はご確認してくださいね。
醸造アルコール添加の工程
「大吟醸酒」、「吟醸酒」、「特別本醸造酒」、「本醸造酒」とラベルに書かれている日本酒は、醸造アルコールが添加されています。「醸造アルコール」は、日本酒の「副原料」として醪の段階で添加されるものです。
特徴としては、香りを良くしたり、味わいをすっきりさせるために添加する場合があります。全国新酒品評会の出品用のお酒に醸造アルコールが添加されます。
醸造アルコールについて詳しい記事はこちらをご覧ください。
上槽
いよいよ日本酒を搾る工程に入ります。「搾り」とは、醪を搾って液体の部分(これが日本酒)と搾り粕(酒粕)に分ける作業のこと。
この作業には主に3つの種類があり、その方法によって日本酒の味わいが変わります。出来上がりの品質も変わってくる大変重要な作業。
- 槽
- 袋吊り
- 自動圧搾機
醪からじゅわっと搾りだされる美味しそうな日本酒を想像しながら、「搾り」の工程を見ていきましょう。
槽による上槽

「槽(ふね)」とは人の手で行う伝統的な搾りの方法。
槽と呼ばれる浴槽のような入れ物に、醪を詰めた布袋を並べ入れます。上から重しが降りてくる構造になっているので、その圧力で搾っていきます。
この時、最初に出てきた液体を「荒走り」と呼び、フレッシュで香り高い日本酒として販売されます。その次に出てくる液体を「中取り」、「中汲み」と呼び、旨みがたっぷり詰まった日本酒になります。
日本酒のラベルに「荒走り」や「中取り」という文字を発見したら、搾りの工程を思い出して下さいね。
袋吊り・雫酒・斗瓶囲いによる上槽

日本酒のラベルに「袋吊り」、「雫酒」、「斗瓶囲い」と表示があれば、それは高級なお酒。
それぞれの搾りの方の違いを見ていきましょう。
| 袋吊り | 醪が入った酒袋を槽に入れずにぶら下げておくと、自然にポタポタと出てきた日本酒。 |
| 雫酒 | 同様に酒袋を下げて、雫のようにポタポタ落ちる一番下の部分の日本酒。 |
| 斗瓶囲い | 同じく袋吊りで搾った日本酒を一斗瓶と言われる18リットルの瓶を使い日本酒を採取した日本酒。いくつか取り分けた斗瓶のうち、1番出来の良いものを選ぶことができるので、少量かつ高級。日本酒の品評会に出品されます。 |

自動圧搾機による上槽

現在、多くの蔵で使われる自動圧搾機。
圧搾板がたくさん入った大きなアコーディオンのような形をしていて、横方向から圧力をかけていくと、前方の口から液体が出てくる仕組みです。
板と板の間に、ポンプによって自動で醪が入ります。醪を溢れさせず一定の圧力で搾ることができるのがメリット。搾り終わった後には醪の固形物である「酒粕」が残ります。
現在流通している酒粕はこれをはがして製品化したものです。
滓引き
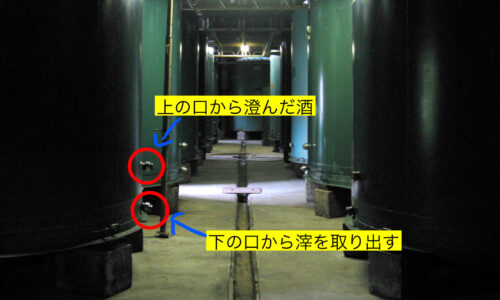
搾った後の日本酒は、米や酵母などの小さな固形物である「滓(おり)」が混じり、少し濁った状態になっています。
「滓がらみ」という日本酒が販売されているように、滓は絶対に不要なものではありませんが、「滓引き」をすることですっきりとした酒質に仕上がります。
滓引きは、タンクの中に日本酒を放置し、自然に滓が沈殿するのを待ちます。
タンクには上下2つの取り出し口があり、上の方からは滓引きして澄んだ色の日本酒を、下からは滓を取り出せる仕組みになっています。
この滓を上から取った日本酒にブレンド、もしくは滓引きをしないものが「滓がらみ」です。滓がらみは口に入れた時に、少ししゅわっと感じる炭酸ガスを含みます。フレッシュさと旨みが楽しめる味わいで、日本酒好きに人気です。
濾過

滓引き後に残っている細かい滓をさらに除去するために「濾過」を行います。活性炭のパワーを借りたり、ろ紙フィルターを用いた濾過機を使う場合があります。
濾過によって無色透明になった日本酒は、雑味がなくすっきりとした味わいが特徴。スッと喉に入るきれいな酒質になります。
無濾過の日本酒も存在します。濾過をすると、本来持つ香味が損なわれてしまい、そのお酒の個性が無くなってしまうというデメリットもあります。
無濾過の日本酒は、旨みがのった味わいが特徴で人気を博しています。少し旨みが濃い日本酒が飲みたい時は、ラベルに「無濾過」と表示されているものを選んでみて下さい。
火入れ
「火入れ」とは加熱殺菌処理のこと。60~65℃程度の低温で加熱し、日本酒に残った酵素の働きを止めて殺菌します。
デンプンを糖化させる働きがある酵素が生きていると、お酒がどんどん甘くなってしまうためです。また、日本酒を劣化させてしまう火落ち菌を殺菌するためにも火入れを行います。
貯蔵

火入れをしたら、瓶詰めまでタンクの中で日本酒を眠らせます。貯蔵の目的は、アルコールと水の分子が融合させまろやかな酒質にすること。
15℃前後の適切な温度管理や貯蔵の時期を見計らって、行われます。貯蔵の期間は2週間~1年と、そのお酒によって変わります。
「新酒」、「しぼりたて」は短く、秋に出る「冷やおろし」などは1年貯蔵するため、旨みがたっぷり感じられます。
調合
日本酒蔵に入ると、いくつものタンクがあります。火入れして貯蔵された日本酒は、タンクでによって味わいが異なるため、品質を一定にするためブレンドを行う場合があります。
日本酒度やアルコール度数などを職人が見極め、その蔵の味になるよう調合していくのです。
割水
販売されている日本酒の一般的なアルコール度数は15%程度で、高くても22℃未満。タンクの中に入った日本酒は18℃以上と高いので、水を加えてアルコール度数の調整をします。
ここで使われる「仕込み水」も、各地域の山川からもたらされた伏流水を使うことが多く、「水が美味しい所は日本酒も美味しい」と言われる所以です。醸造用水には、硬度や成分が大きく関係しています。こちらの記事もご一緒にご覧ください。
割水をせず商品化されるものは「原酒」と呼ばれ、しっかりとした飲み応えある日本酒になります。
濾過(2回目)

割水して貯蔵している時に発生する滓を除くため、再び濾過をする場合があります。
ここでは活性炭のパワーで濾過をすることが一般的です。造りたい日本酒によって使用する活性炭の種類、量は変わります。
火入れ(2回目)
日本酒を造る工程では、通常2回の火入れを行います。
1回目は貯蔵の前、2回目は出荷前に瓶ごと加熱します。2回加熱殺菌をすることでお酒の安全性、保存性が高まります。
ただ例外もあり、近年、1度も火入れを行わない「生酒」が非常に人気。加熱殺菌を行わないため「要冷蔵」とラベルに表記され、生ものと同じように扱われるデリケートな日本酒です。フルーティーで甘みもありながらすっきりしたものが多く、季節問わず販売されています。
また、1回だけの火入れを行う「生貯蔵酒」や「生詰め酒」もあります。生酒はデリケートで味が変わりやすく、その味が1番整ったところで火入れをすることで美味しさをぎゅっと閉じ込めることができます。
製造によるお酒の種類を確認できる記事もご覧ください。
瓶詰め
順番が前後しましたが、2回めの火入れは、瓶詰め機のライン上で瓶ごと火入れが行われます。火入れ瓶詰めされた日本酒は、冷ましてから翌日箱詰めされ出荷されます。
火入れをしないタイプのお酒はそのまま瓶詰めされることになりますね。
まとめ
完成まで長い長い道のりでしたが、日本酒の醸造法にはひとつひとつの工程に意味や目的がしっかりあります。
「精米歩合」や「生酛」、「滓がらみ」、「生酒」など、日本酒のラベルに書かれている言葉が少しは理解してもらえたのではないでしょうか。
この製法が理解できると、日本酒にはいろいろな飲み方があるのでさらに日本酒が楽しくなります。
日本酒は、人間と目に見えない微生物が一緒になって造りだす奇跡の飲み物。抜栓してからの味の変化も楽しめるお酒です。
日本酒を選んだり飲んだりする時は、日本酒造りの工程を思い出してみて下さいね。