
焼酎好きの人でも意外と焼酎の作り方までは知らない人が多いのではないでしょうか。このページでは、焼酎の製造工程から原料の仕込み方・蒸留法を知ることで、焼酎を今よりもっと楽しむためのきっかけになります。
焼酎の作り方が気になる、どんな原料で仕込み蒸留しているのか知りたいならぜひ読んでみて下さい。
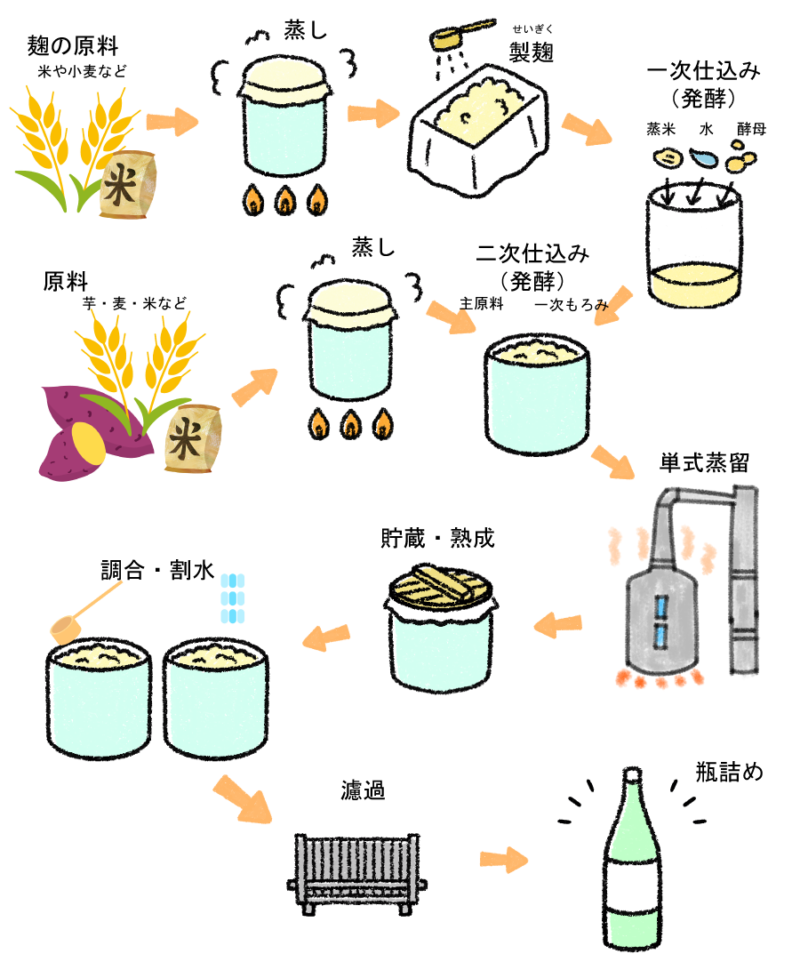
焼酎の製造工程
今回の製造工程は主に単式蒸留(乙類焼酎)について説明します。単式蒸留とは、単式蒸留器(ポットスチル)で蒸留しもろみから焼酎を取り出す方法のことです。
簡単に説明すると、発酵したもろみを単式蒸留器に入れ加熱、蒸発した水蒸気を冷すことで純度の高い焼酎を作り出せるわけです。
単式蒸留は蒸留方法としては最も古い方法で、縦型・横型や直接加熱する直釜蒸留器など、複数の種類があり、各酒造メーカーによって使われる単式蒸留器の形式はさまざま。
アルコール度数を高めつつ原料の風味を残しつつ蒸留できるため、焼酎乙類・本格焼酎・モルトウィスキー・コニャックなどを製造する際用いられています。
製麹(せいぎく)
製麹(せいぎく)とは蒸した米・麦に麹菌をまぶし繁殖させ麹を作る作業のこと。
米麹は焼酎作りだけでなく、日本酒やしょうゆ・味噌に使われたりと、発酵食品の基本となる麹は日本食には欠かせません。製麹は焼酎作りの基本となるため、醸造所によってはすべて手作業で行われています。
麹の原料
日本酒の場合は米でのみ製麹をおこないますが、焼酎の場合、麹には米の他に麦も使用します。
一般的に米麹は米・芋・黒糖焼酎に使われており、以前はタイ米を使っていましたが、現在では食用米を使用する醸造所が増えてきており、麦麹の場合には二条大麦が使われています。
蒸しの工程

焼酎の製麹に欠かせないのが蒸しの作業。ある程度精米(精麦)し、表面に付いたぬかを洗い落とし、水を吸わせた後1時間程度蒸して蒸米にします。この蒸米を放冷し麹菌をまぶしていきます。
黒麹菌、白麹菌、黄麹菌の種類
蒸米に麹菌をつけるのですが、その麹菌は焼酎では3種類の麹菌を利用します。
| 黒麹菌 |
黒麹の発祥は沖縄。黒麹は発酵過程の中でクエン酸を生成するため、白麹や黄麹に比べ腐敗の原因になる雑菌が発生しにくく、沖縄のような高温多湿な環境でももろみを腐らせることがありません。 黒麹を使った泡盛は芳醇な香りと個性豊かな風味・深いコクが特徴です。 |
| 白麹菌 |
大正13年(1924年)に河内源一郎が黒麹の突然変異である白麹を発見、培養することで広まりました。 黒麹同様クエン酸を多く作り出すため雑菌が繁殖しにくく、黒麹よりも糖化能力が高いため、風味が優しく柔らかい甘さのある焼酎に仕上がります。 |
| 黄麹菌 |
日本酒や味噌・みりん・お酢を作るのに用いられるのがこの黄麹菌です。黄麹菌はデンプンを分解する酵素が強いものの、黒麹・白麹のようにクエン酸を作り出さないため、沖縄・九州のように気温が高い環境では雑菌が繁殖しやすく、焼酎には不向きな状況でした。 現代では焼酎造りの技術にともない黄麹菌でも焼酎造りが可能になっています。黄麹菌で造られた焼酎は、果実のようなフルーティさと軽い口当たりが特徴。 |
製麹の工程
製麹の工程は、製造所によって特色があります。ここでは基本的な作業として説明します。
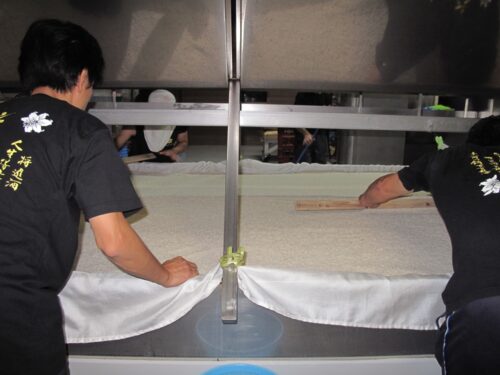
①引き込み
製麹造りは蒸した蒸米(麦)の温度が35~40℃程度になるまで冷ましたあと、麹室に運び、蒸米(麦)の温度が均等になるよう台(床)に広げた布の上に広げ上から布を重ねます。
②床もみ
蒸米(麦)を広げ2~3時間程度で蒸米・麦の温度・水分が均一になった後、麹菌を全体にまんべんなくまぶしよく混ぜ布をかけます。
③切り返し
床もみ後10~12時間経つと、蒸米・麦の表面が乾燥し蒸米(麦)同士がくっつき合い塊になるため、菌の増殖にしたがい高温になることで菌の増殖が止まってしまいます。
蒸米(麦)の塊をほぐすことで水分や温度を均一にすることで、蒸米(麦)に酸素が行き渡るよう再び布をかけ麹菌を繁殖させます。
④盛り
切り返し後10~12時間経った頃、蒸米(麦)白い斑点状の麹菌が繁殖していますが、同時に麹菌は33℃程度に上昇しています。
固まった蒸米(麦)を再びほぐし30g程度を小箱(麹箱)に入れることで温度管理や麹菌の増殖を調節しやすくします
⑤仲仕事(なかしごと)
盛りから7~12時間程度経つと蒸米が34~36℃にまで上昇しているため、温度を1~1.5℃ほど下げるため蒸米(麦)を再びほぐし、6~7cm程度の厚さにととのえます。
⑥仕舞仕事
6~7時間程度経つと蒸米(麦)温度は37~40℃に上昇し固まっているため、再びほぐし温度上昇をおさえつつ水分を飛ばします。
⑦出麹
蒸米(麦)を麹室から出し温度を下げることで麹菌の働きを止め、十分に乾燥させることで雑菌の繁殖をおさえます。
製麹の製造工程は全部で2日間(48~50時間)。これで麹が出来上がります。
一次仕込み

麹と水・酒母を混ぜ合わせ5~7日間発酵させることで「一次もろみ」ができあがります。
焼酎の場合、酒母になる一次仕込みをしたものが、一次もろみになります。一次仕込みは純度が高く強い酵母を作り出すこと、二次もろみの発酵に必要不可欠な酵素・クエン酸を作り出すことが目的です。
原料の種類
焼酎の原料は米や芋・麦が主流ですが、変わったものではじゃがいも・そば・にんじんのようなものがあったりと、原料のバリエーションはとても豊か。そこで焼酎作りの主な原料の詳しい種類をご紹介します。
さつまいも
鹿児島が発祥の芋焼酎は、芋特有の甘い香りとまろやかさが特徴的ですが、芋によっても味や風味が違ってきます。
1.黄金千貫
黄金千貫は芋焼酎の原料として使われる品種の代表格。芋焼酎に使われている芋の多くが黄金千貫です。
他のさつまいもに比べデンプンの量が3%以上多く、収穫量も他のさつまいもに比べ3割以上多いため焼酎に向いている品種になります。
見た目はまるでじゃがいものように皮や中身も白く、芋焼酎で有名な鹿児島・宮崎県で多く造られています。
焼酎は麹がデンプンを糖へと変えることでアルコール発酵するため、デンプンが多い方がより美味しい焼酎に仕上がります。味はなめらかで上品、芋特有の甘い香りが特徴的です。
2.ジョイホワイト
ジョイホワイトはデンプン・収穫量共に多く、芋焼酎作りに最も使われている黄金千貫よりデンプンが豊富なためアルコール発酵しやすい、害虫が付きにくいなどのメリットがあります。
味はフルーティであっさりとしたまろやかさが楽しめます。
3.ベニハヤト
ベニハヤトの大きな特徴はニンジンのようなオレンジ色の果肉です。これはニンジンに多く含まれているβ(ベータ)カロチンが入っているから。
ビタミンCが豊富で水分が多くデンプンが少ないのも特徴です。味はニンジンやかぼちゃのような甘さ、独特な香りがします。
4.紫系のさつまいも
果肉が紫色なのは、ぶどうやブルーベリーに含まれていることで有名な「アントシアニン」が含まれているためです。
アントシアニンと他の成分が結びつくことによって、焼酎に豊かな味わいとまろやかさを与えます。醸造後のもろみ・原酒は紫色になりますが、蒸留するため焼酎自体が紫色になることはありません。
種子島紫や山川紫・沖縄紫・アヤムラサキなどがありさつまいも自体の甘味も強いため食用として食べても美味しいですし、成長が早いため食用・醸造用共に向いています。
麹から一次仕込み・二次仕込みの全部にさつまいもを使うため、全量芋仕込みと表している訳です。
ただしさつまいもは水分が多いため、麹としてそのまま使えません。米粒大(乾燥さつまいもダイス)にまで細かくカットするなど加工する必要があるものの、より強いさつまいもの風味や味を楽しめる焼酎に仕上がります。
|
少々変わっている芋焼酎としては、伊豆諸島でも焼酎が造られていることをご存じでしょうか? 伊豆諸島は静岡・東京に属していますが、芋焼酎が造られていることは案外知られていません。伊豆諸島が温暖な気候なため、麦・芋の二毛作が可能なことから麦や芋を使った焼酎作りが発達、島の住民は日常的に楽しむ焼酎として発達してきました。
鹿児島県で作られる芋焼酎の多くは麹に米を使いますが、伊豆諸島の芋焼酎と九州の芋焼酎が違う大きな点は、麦麹を使う点です。
島では米が貴重だったため、島で収穫できる麦麹での焼酎作りが伝統として受け継がれています。麦麹はクエン酸が多く作られるため、雑菌が繁殖しにくい麦麹ベースの芋焼酎作りは、温暖な伊豆諸島での焼酎造りには向いていたのでしょう。
香りがあざやか味わいはすっきりさわやかな後口なので、焼酎初心者にもオススメ。伊豆諸島で造られる焼酎には芋・麦をブレンドした焼酎が多いのも大きな特徴です。 |
米・酒粕
焼酎の原料として使われる米は、国産米・インディカ米(タイ米)の二種類あります。
1.国産米
日本酒の場合、酒専用の「酒米(酒造好適米)」を使いますが、焼酎の場合には食用の国産米を使います。米焼酎は熊本の人吉・球磨地方で作られる球磨焼酎が有名です。
球磨焼酎は白麹で仕込むのが主流ですが、焼酎に個性を付けるため黒麹で仕込む酒造メーカーもあります。
酒米は食用米に比べ米の粒が大きく、雑味を減らすためたんぱく質・脂質を精米で削りますが、焼酎の場合精米歩合は85~90%程度、米の10~15%精米し醸造しています。
米焼酎の原料では「ヒノヒカリ」が使われることが多いですが、「あきたこまち」「コシヒカリ」のようなブランド米や、独特の個性個性を打ち出すため酒米である「山田錦」も使う醸造所もあります。
2.インディカ米
インディカ米(タイ米)は細長くタンパク質・水分が少ないため、高温多湿な環境で醸造する泡盛造りの麹米に最適です。
タイ米は長細く固いため、麹を混ぜても米同士がくっつきにくく黒麹が付きやすい、糖質が豊富でアルコール取得も多いため、泡盛醸造に使われています。
麦
麦焼酎に使われる麦の多くはデンプンが多い「二条大麦」を使用しています。一部の酒造所が国内産の二条大麦を使用していますが、大部分が海外麦であるオーストラリア産が使われています。
大分の麦焼酎は麦麹で作られ壱岐の麦焼酎は米麹で作られています。例えば麦麹で造る「大分焼酎」は雑味がなくさっぱりとした味わい、「壱岐焼酎」は麦の香ばしさと米が持つ優しい甘みが特徴です。
壱岐焼酎は麹に米、原料に麦を使うほか、壱岐焼酎としてラベルに表示するためには大麦3分の2、米3分の1の割合で醸造する必要があります。
黒糖
黒糖にはアルコール発酵に必須の糖分がある上、カルシウム・カリウム・ミネラル・ビタミン類もあるため、焼酎作りには向いている素材です。
ただし黒糖での焼酎作りを認められているのは、鹿児島の奄美大島群島のみになります。黒糖焼酎の作り方は通常と同じで、奄美大島の特産物「サトウキビ」からしぼった純黒砂糖と米麹で仕込みます。
黒糖で作るためものすごく甘いような気がしますが、蒸留するため糖分はありません。黒糖焼酎の味はほのかな甘味と優しい香りが特徴です。
そば
そばはタデ科の1年草で、荒地でも育ち、わずか2ヶ月半から3ヶ月で収穫できるため、昔から重宝されてきた植物です。
実は、日本だけでなくフランスやロシアなど世界各国で食用として使われています。
そばを原料として焼酎が作られるようになったのは昭和48年(1973年)宮崎県五ヶ瀬町の特産であったそばを原料に、雲海酒造がそば焼酎を作ったのが始まりです。
そばには血管を丈夫に血中コレステロールを下げるだけでなく、活性酸素を増やし老化防止効果のあるルチン、疲労改善効果のあるビタミンB1・B2、便秘改善に役立つ食物繊維・カテキン・ミネラルが含まれているため、健康効果も抜群。
ただしそばの実は固いので蒸すと粘り気が出るため、麹には米(麦)を使いそばを発酵させ焼酎を作ります。
味はそば特有の風味とすっきりとした飲みやすさが特徴です。
原料の選別・切除(さつまいも)

原料によって、製造が少しづつ違うので、ここからは芋焼酎を製造する過程で工程を説明していきますね。
さつまいもは傷みやすいため収穫した後、泥が付いたまま製造所へ運びます。泥を洗った後さつまいもの両端を切り落とし、虫食い跡や傷などの痛んだものを選別します。
この工程を丁寧にすることで、味に違いがあるようで各酒蔵さんは原料をしっかりと選別、切除されています。
原料を蒸す・粉砕

選別、切除したさつまいもは、次に蒸し器に入れられます。そこで原料であるさつまいもを蒸し、発酵しやすいように粉砕機で細かく砕きます。
二次仕込みの工程

一次仕込みで仕上がった一次もろみに水と原材料(米・麦・芋など)を加え7~14日間じっくり発酵させます。これは時間をかけることで原材料のうま味・甘味が引き出されるためです。もろみの温度を下げ均一な状態にするため櫂入れ(かいいれ)を定期的におこないます。
原材料の持つでんぷんが糖化することでアルコール発酵が促進され、二次仕込みが終わる頃にはアルコール度数は14~15%程度になっています。
蒸留
芋焼酎は乙類焼酎といって単式蒸留で焼酎を作ります。単式蒸留(乙類焼酎)とは簡単に説明すると、単式蒸留器(ポットスチル)にもろみを入れ加熱・蒸留し、蒸気を冷やすことで焼酎を取り出す作り方です。
蒸留には常圧で蒸留する方法と圧力を下げた減圧蒸留の方法があります。それぞれ役割が違うので説明していきますね。
常圧蒸留とは
常圧蒸留とは、蒸留器にもろみを入れ高温で90~100℃程度に熱し、もろみを蒸発させます。その蒸気を冷ましアルコールを取り出す方法になります。
常圧蒸留は昔から使われている方法で、原料の香りや風味・うま味を残しつつ仕上がります。
減圧蒸留とは
減圧蒸留とは蒸留器内部(タンク)の気圧を下げ、40~50℃程度の熱でもろみを熱した蒸気でアルコールを取り出す方法のことをいいます。1970年代から始まった新しい蒸留方法。
常圧蒸留と減圧蒸留の違いは
常圧蒸留は通常の気圧で蒸留することで、原料の個性やうま味・風味を残せます。一方で減圧蒸留はソフトな香りとすっきり味わい、雑味がなく飲みやすい焼酎に仕上がります。
理由としては、低い圧力にすることで40~50℃の低温でももろみが素早く沸騰、もろみの成分を損なうことなく仕上がるため、ソフトな香りとすっきりした味わい、雑味がなく飲みやすい焼酎に仕上がります。
常圧蒸留は個性や風味の良さから芋焼酎をはじめ泡盛、麦・米焼酎など多くの原料に使われています。減圧蒸留はすっきろとした味わいを出したい麦焼酎や米焼酎で使われることがあります。まれに減圧蒸留で作られた芋焼酎もありますので探してみて下さい。
できたての焼酎(新酒)は白くにごっていますが、この白い成分が高級脂肪酸エチルエステルです。エチルエステルは味に影響を与えますが、過剰に分泌され空気に触れることで酸化してにごったり油臭を伴うやっかいな物質にもなります。
|
フーゼル油とは? フーゼル油とは本当の油成分ではなく高級アルコール類になりアルコール類のひとつになります。香りや味わいに寄与する成分ですが、多すぎると香りにはマイナス要素となるときがあります。 製造した貯蔵タンクで浮いてくることが多く、丁寧に取り除くことで美味しい焼酎に仕上がります。 |
貯蔵・熟成
焼酎を熟成させるメリットは、焼酎を蒸留した後にガス臭さがあるため、1~3ヵ月熟成させることで焼酎の香りが落ち着き飲みやすくするためです。
焼酎を3~6ヵ月熟成させることを初期熟成、3年未満なら中期熟成、3年以上は長期熟成と言い、熟成させる年月が長くなるほど焼酎はまろやかになりコクも深まります。
貯蔵には3種類の容器が現在では主流です。
- ステンレスタンク
- カメ
- 樽
近年主流になったステンレスタンクは大量生産するのに向いていおり、空気を通さずタンク自体の匂いが映らず影響も受けません。
カメ仕込みで貯蔵するのは、カメ自体から無機物が溶け出すことで焼酎自体の味がまろやかになります。カメは素焼きなため熟成中に発生するガスが抜けやすいため、熟成が促進されやすいと言われています。
樽は焼酎の甘みや色・香りが付くことで、個性のある焼酎が作りやすいのが特徴。樽で貯蔵することで琥珀色になるだけでなく、特徴ある香りや風味を付けられます。ただしあまり長く貯蔵し過ぎると酒税法に引っかかる恐れがあるため、色の調整が必要となります。
調合・割水・濾過
調合…熟成させた原酒を他のタンクの焼酎と混ぜブレンドすること。
割水…アルコール度を調整するため水を加えること。
濾過…蒸留後に残るフーゼル油などの油分や不純物を取り除き酒質を安定させること。
濾過をせずに瓶詰めすることをいいます。焼酎のほとんどが濾過されていますが、一部の焼酎には原酒に含まれるうま味成分(フーゼル油など)を残すため濾過しないで薄くにごった状態で商品化したものをいいます。
瓶詰め

焼酎を詰める瓶のサイズは、一升瓶や五合瓶・四合瓶・ワンカップ・小瓶など、様々なサイズがあります。調合、割水、濾過されると瓶詰めされて出荷されます。
まとめ
焼酎はさまざまな原料と作り方があり、麹作りから原料の選別・仕込みまで丁寧に作られています。原料や蒸留法でも味わいが変わりますから、色々な焼酎を飲み比べ自分のお気に入りの焼酎を見つけて下さいね。